

 15063570556
15063570556

轴承知识
轴承的安装事项
2023-02-13轴承的安装是否正确,直接影响轴承使用时的精度、寿命和性能。因此,设计及装配部门对于轴承的安装要充分研究,按照作业标准进行。作业标准项目通常如下:
1.清洗轴承及相关零部件;
2.检查相关零部件的尺寸及精度;
3.安装;
4.轴承安装后进行检查;
5.填充润滑剂。
希望在安装时,再打开轴承包装。一般脂润滑时,不清洗轴承,直接填充润滑脂。油润滑时,一般也不必清洗,但是,仪器用或高速用轴承等,要用洁净的油清洗,除去涂在轴承上的防锈剂。除去了防锈剂的轴承,易生锈,所以不能随意放置。
再者,已封入润滑脂的轴承,不清洗直接使用。轴承的安装办法,因轴承结构、配合、条件而异,由于一般多为轴旋转,所以内圈需要过盈配合。圆柱孔轴承,多用压力机压入,或热装方法。锥孔的场合,直接固定在锥形轴上,或用紧定套安装。
安装到轴承座时,多采用间隙配合,外圈有过盈量时,通常用压力机压入,或使用冷却后安装的冷缩方法。用干冰作冷却剂,冷缩安装的场合,空气中的水分会凝结在轴承的表面。所以需要采取防锈措施。
圆柱孔轴承的安装
用压力机压入的方法
小型轴承广泛采用压力机压入的方法。如图1所示,将垫块顶住内圈,用压力机缓缓地压至内圈端面紧贴轴肩。将外圈顶住垫块安装内圈,会造成滚道上的压痕或压伤,所以禁止。
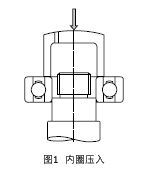
再者,操作时,应事先在配合面上涂油。万不得已用榔头敲打安装的场合,要在内圈上垫上垫块作业。这种做法屡屡造成轴承损伤,所以,只限于过盈量小的情况,不能用于过盈量大或中、大型轴承。
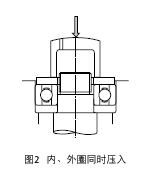
非分离型轴承如深沟球轴承,内、外圈都需要过盈安装的场合,如图2所示,用螺杆或油压,使用垫块将内、外圈同时压入。调心球轴承外圈易倾斜,即使不是过盈配合,也Z好垫上垫块安装。
分离型轴承如圆柱滚子轴承、圆锥滚子轴承,可以将内、外圈分别安装到轴和轴承座上。将分别安装好的内圈和外圈结合时,关键的稳稳地合拢,防止二者中心偏离,勉强压入会造成滚到面擦伤。
热装的方法
大型轴承,压入时需要很大的力,所以很难作业。因此,广泛采用热装法:在油中加热轴承,使之膨胀,然后装到轴上。使用这种方法,安装时不会出现受力不当的情况,可缩短作业时间。
轴承的加热温度,以轴承尺寸、所需的过盈量,参考图3决定。

热装作业有关注意事项,如下:
(a) 轴承加热不可超过120℃。
(b) 为使轴承不接触油槽底部,应将轴承放在金属网架上,或吊起。
(c) 为了防止操作中,因内圈温度下降而难于安装,加热轴承时应比所需温度高出20℃—30℃。
(d) 安装后,轴承冷却,宽度方向也会收缩,所以要用轴螺母或其它合适的方法,将其锁紧,以防内圈与轴承挡肩之间产生间隙。
NSK感应加热装置
除用油热装外,利用电磁感应原理的NSK感应加热装置也被广泛使用。
NSK感应加热装置,内装励磁线圈,通电后由于电磁感应作用,电流传到加热体(轴承),由轴承自身的阻抗产生热量。因此可以在短时间内,不用火、油均匀加热。轴承的热装作业效率高,清洁。
装、拆较频繁的场合,如轧辊轴承、铁道车辆轴箱用圆柱滚子轴承,可使用NSK的专用感应加热装置进行内圈的安装、拆卸。
圆锥孔轴承的安装
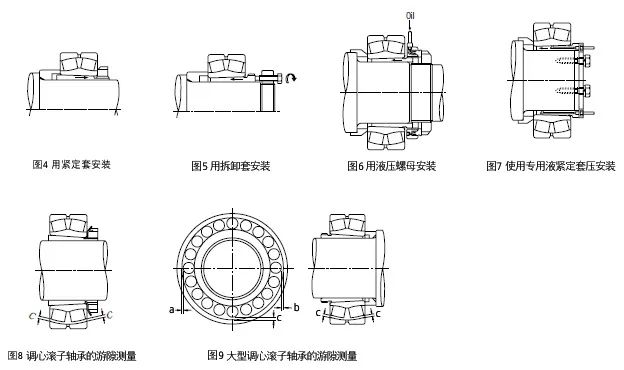
锥孔轴承直接将内圈固定于锥形轴或者用紧定套、拆卸套安装到圆柱轴上(如图4、图5)。
大型调心滚子轴承多用油压安装,图6是使用液压螺母压入紧定套安装的例子。图7是在紧定套上设置油孔,一边将高压油送入配合面,一边用螺栓压入紧定套安装的方法。
调心轴承的压入量参考表1。查看径向游隙的减少量,进行安装。使用塞尺测量游隙,如图8所示,同时测量两列的游隙,要基本相等的数值。
随着轴承的尺寸增大,安装到轴上时,由于自重外圈发生椭圆变形,如果在变形轴承Z下部测量游隙,测得的数字会大于实际游隙,用这个错误的径向游隙,按表1的大致标准安装,会造成过盈量过大,或实际的安装游隙过小。因此要如图9所示,以水平方向的横向两处游隙a、b和Z下部游隙c的总和的一半作为游隙。
调心球轴承用紧定套安装到轴上时,要确保外圈能够灵活调心,安装后的游隙不能过小。
表1 锥孔调心滚子轴承的安装
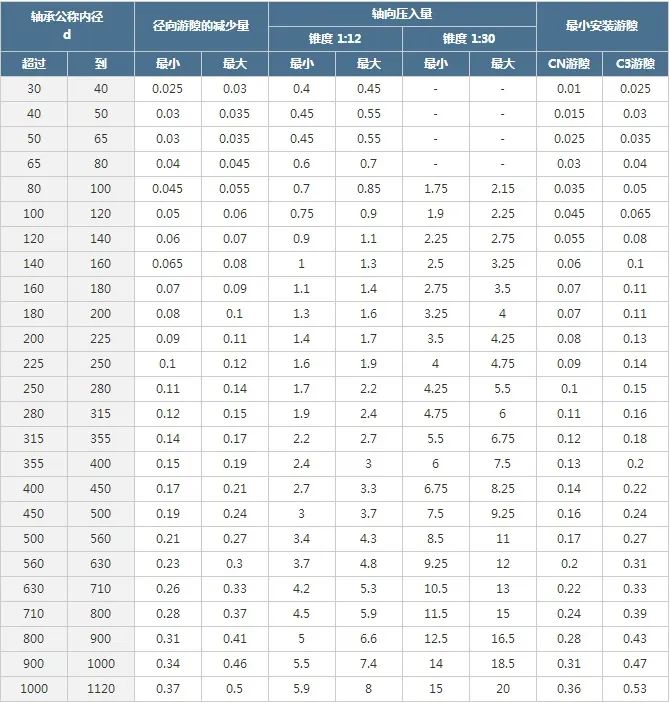
备注
上表的径向(内部)游隙减少量是普通游隙轴承的数值。
轴承游隙为C3时,径向游隙减少量,以Z大值为准。
(来源:光越传动)