

 15063570556
15063570556

轴承知识
加弹机的日常维修和保养
2023-02-07由于加弹机是多锭位连续生产,因而做好维修保养工作十分重要。它不仅是延长设备寿命的重要措施,而且是保证生产质量的必要条件。因此,应严格制订维修保养制度,经常和定期地不折不扣进行检修。
1 经常维修
检查车头、车尾传动箱中传动部位的声音是否正常;同步带是否跑偏;各罗拉部件、摩擦辊部件和导丝器及传动部件等处的轴承是否发热和振动;皮辊是否有伤痕;假捻器和筒管架夹盘以及皮辊等转动是否灵活等情况。
2 定期维修
每2-5周停车小修一次,1-3个月大修一次。
小修:清扫机台各部位的灰尘;清除绕在罗拉、磨擦辊以及轴、导丝器、假捻器上的废丝;检查各运转部位和导丝器的损伤情况;清除上下热箱导丝管等丝道上的污垢等。
大修:在小修的基础上,增加检查传动部位同步带、同步带轮的清洁和磨损情况;打开槽筒、滑梭、滑块等的磨损情况,确定是否要调换;检查槽筒的润滑情况;检查各处轴承以及润滑情况;检查冷轨的清洁度,假捻器的齿形皮带;皮圈轮的转动灵活性等等。
3 热箱的保养
由于丝条通过热箱管时,丝条上的纺丝油剂被加热而挥发,有小部分沸点较低的组分留在热管里,所形成的污垢后结焦会影响到丝条的加热效果,造成DTY的质量下降,故要定期清除。清除周期取决于加工丝的纤度,机器的运转速度及POY油剂类型和含量,一般为2-3个月。定期清洗热箱内的导丝管。从上面抽出管子,放入15%-20%碱液中浸渍并加热,待冷却后取出,用热水洗干净,再用压缩空气吹干,检查管内污垢是否清洗干净。清洗管子时,注意不要损坏管口、内表面和其他机器零件。
4 第二热箱的保养
应定期清洗第二热箱内的导丝管。转动热箱至倾斜状态,从上面抽出管子,放入15%-20%碱液中浸渍并加热,待冷却后取出,用热水洗干净,再用压缩空气吹干,检查管内污垢是否清洗干净。清洗管子时,注意不要将管口、内壁弄毛碰瘪,以免损伤的管子擦毛被加工的丝条。
5 皮辊的维修
一、二罗拉皮辊一般在使用1-3个月以后打磨一次,三罗拉皮辊使用6个月左右打磨一次,打磨的同时检查轴承转动是否灵活。
6 磨擦假捻器的维修
要及时清除磨擦锭轴上缠绕的废丝及磨擦盘上的“雪花”,当发现磨擦盘转速异常、假捻张力失调(确认是磨擦假捻器造成的)、生头困难时,应拆下磨擦假捻器检查。检查假捻器的小轴承是否损坏和转动是否灵活,以及传动三个锭轴的小齿形皮带是否伸长或磨损。若发现异常要及时更换。
对磨擦盘的表面也要定期进行检查,若发现表面有剥落、划伤、毛糙等现象时必须及时调换。调整磨擦盘时应注意:
1、使用磨擦盘前,要用汽油或酒精洗净表面,并用布擦干后,用空气吹30min。
2、使用全陶瓷盘时,在般运过程中要防止跌落或碰撞磨擦盘,而且要避免骤冷和长期接触有腐蚀性的化学药品。
3、严格按照圆盘和间隔块的顺序。并记住三个锭轴的A、B、C顺序。
4、间隔块要按规定放置,以便夹紧盘片。圆盘和间隔块的接触表面必须清洁和无毛刺。
5、在盘片放置完毕后,必须先检查叠高的高度是否合适,再定位并紧固弹簧帽。弹簧帽必须用一个扭矩扳手和合适的凹头螺钉套筒扳手紧固。
6、安装假捻器的下部时,锭盘必须对准龙带,锭轴中心线必须垂直于龙带的运行方向,以免运转时损坏锭子轴承和使龙带局部磨损。
7 卷绕装置的调整
如果发现卷绕筒子成型不良,有绕外(脱离正常轨迹的卷绕)、塌边、表面硬度差异大时,必须检查卷绕系统,检查卷绕筒子是否跳动,横动导丝器的轨迹是否正确等。
8 检查弹性联轴节
每次停机必须检查各部分的弹性联轴节是否有松动或磨损现象,有松动现象必须紧因,如有磨损必须更换。
9 检查同步带
每天必须检查同步带运转情况,观察是否有松动、少齿、同步带相互磨擦的现象。
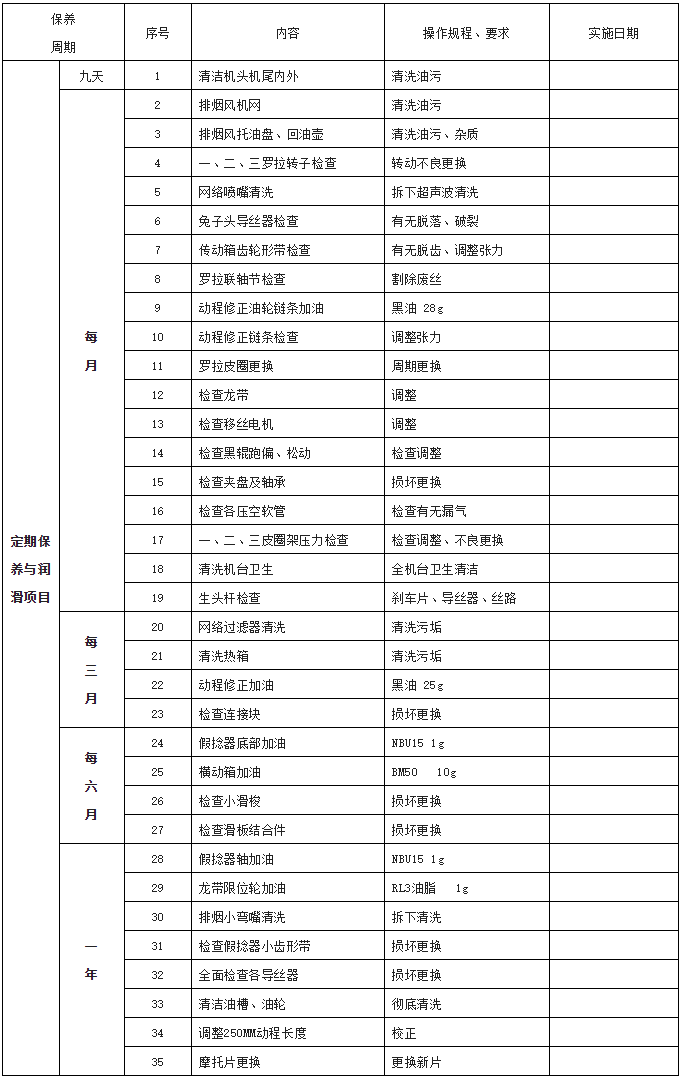
加弹机保养项目实施表
(来源:纺织干货)