

 15063570556
15063570556




轴承知识
格里森磨齿机故障诊断与维修
2023-02-06孟凡荣 单淑梅 王智
(长春汽车工业高等专科学校 吉林长春 130013;一汽解放事业本部传动事业部轴齿厂 吉林长春 130013)
格里森磨齿机300TWG进行磨齿加工时出现砂轮撞碎故障,文章对问题产生的原因进行分析,真因在于磨齿机电主轴轴承研伤,详细地阐述了维修过程,对同类设备的维修具有一定的借鉴意义。
格里森磨齿机300TWG是2012年购置,在笔者车间主要用于12TA变速箱输出轴1542齿轮的热后磨齿,其中X轴、Z轴、A轴为进给滑台,C轴为工件电主轴,功率19kW,转速可达1500r/min。
01 故障现象
磨齿机加工两个月连续内出现砂轮撞碎11次,造成设备停机时间平均每次4.5h,砂轮更换和调整造成了成本和工时的提高,可动率大大降低。
02 原因分析
从材料、方法和机床本身三方面考虑,经分析可能出现砂轮撞碎现象的原因如下:
(1)砂轮不符合工艺要求。
(2)毛坯尺寸超差。
(3)夹具磨损、更换问题或夹具不达标。
(4)磨削工艺不合理。
(5)电主轴控制输出不稳定。
(6)砂轮主轴精度偏差。
(7)电主轴精度偏差。
03 解决过程
3.1排查真因
针对上面分析可能导致砂轮撞碎的原因进行逐一排查:
(1)经检查砂轮存放时间在有效期内,裂纹实验和硬度测试达标。
(2)测量加工前工件的工艺参数,均符合工艺要求。
(3)查看工装夹具使用记录,近半年内未更换,对使用的夹具进行参数测量,符合工艺要求。
(4)对加工参数进行确认,磨削参数合理没有进行修改。
(5)监控电主轴输出电压,在正常波动范围内。
(6)对砂轮主轴精度监控测量(一周),砂轮主轴精度符合要求,一周内监控无异常。
(7)对电主轴精度进行监控测量(一周),主轴精度不稳定,一周内3次异常,并发生砂轮撞碎问题,电主轴精度测量数据统计如图1所示。
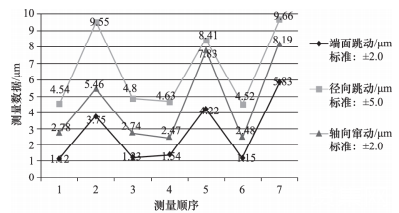
图1 电主轴精度测量数据
砂轮撞碎的真因在于电主轴精度偏差,具体造成精度偏差的原因尚不明确。电主轴属于设备的重要部件,出现问题大多数使用者都是联系厂家维修,主轴整体更换,恢复精度准确,维修费用10万元,备件费用14万元,总费用25万元,预期在费时间2周。考虑到生产进度紧张和维修成本,笔者决定尝试自主维修,虽然没有拆卸维修过电主轴,但是一方面费用低,周期短,一方面可以积累维修经验,便于改进改善,防止同类故障再次发生。
手动盘动主轴,主轴沉重,旋转过程中有松有紧。结合图纸,拆开主轴上端盖,主轴前端轴承润滑脂变黑变硬,轴承磨损。主轴密封采用气密封,机床厂怀疑是笔者厂压缩空气存在污染导致润滑油污染,经检查空气过滤装置和空压机没有污染存在,排除压缩空气污染的可能性。考虑润滑,给电主轴加注润滑脂,但是无法注入。经查看电主轴图纸,发现设计上存在缺陷,润滑油道被主轴外圈阻挡,如按照机床电主轴的油脂加注口执行则无法加注润滑脂,电主轴机械装配图如图2所示。
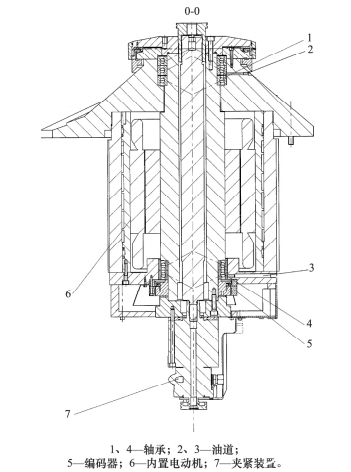
图2 电主轴装配图
同时购入的3台格里森磨齿机300TWG在正常使用下均有相同故障发生,确定出厂安装缺陷,润滑脂加注量少,尤其是下面的轴承和光栅编码器很近,润滑脂加注量大会污染光栅。高温引起长效润滑脂失效,轴承润滑脂缺失导致轴承研伤,影响主轴精度。Z后,我们找到了砂轮撞碎的具体原因。
3.2解决方法
维修前的准备工作:
(1)轴承损坏,紧急采购规格轴承B71924CDP4ADB、B71924E.T.P4S.TB;
(2)针对设计缺陷,确定改善润滑方案。原厂设计没有注油油道,定期补充润滑脂大拆大卸难度高;加装自动润滑装置需要加工注油油路,影响主轴精度;Z后选择更换长效润滑脂,将原润滑脂CENTOPLEX2EP更换为ARCANOL-LOAD150,氧化安定性为原润滑脂的三倍,通过高转速轴承温度测试和高转速润滑脂粘度测试均比原润滑脂好很多;
(3)无定位标示,自主加工后法兰定位销。
维修过程:
(1)拆卸。给C轴吊卸留出空间,机床相对位置移动,X轴、Z轴退零位,A轴旋转半位。拆除砂轮和夹具,C轴精度检测并备份。先后拆除电、气、油、水管路将电缆、插头、接头等用保鲜膜密封处理,拆除C轴本体固定螺钉,拆除V轴本体,拆除上顶尖和支座。
(2)吊卸:吊车使用相应吊具进行吊卸,拆卸电主轴附件(配油阀、拉杆、读数头、光栅尺),密封保护处理。
(3)解体:避开水路、油路、轴承确定定位位置,打出定位槽,转子和定子同轴分离,拆卸轴承。记录安装顺序,调整隔垫位置,清洗所有机械零件,检查是否有损坏部分。
(4)组装:领新轴承,清洗后检查外观是否存在出厂缺陷,运转感官检查,成组轴承配合验证,按照轴承加注量上限加注润滑脂。转子和定子同轴穿入安装前部轴承,安装后部法兰盖,用定位销定位,安装后轴承,测量隔垫厚度制作新隔垫。紧固后检查精度,安装光栅尺,找正(精度误差要求在±0.0015mm),安装读数头、夹紧油缸。
(5)恢复:电主轴吊装回位,芯轴找正,上顶尖与主轴同轴度精度误差在0.01mm以内,Z轴与C轴平行度侧向误差±0.001mm,正向误差前倾0.004mm。紧固C轴本体,精度复查,先后恢复水、油、气、电线路,安装夹具进行试车。
3.3再次改进
机床恢复后没有再发生砂轮撞碎,但是两周后光栅尺频繁报警,周期从1次/2周很快发展为3次/天。经过分析找出原因如下:恢复时长效润滑脂按照轴承加润滑脂上限加注,主轴高速旋转时高温和离心作用使基础油渗出污染光栅尺。从图纸可以看出C轴夹紧拉杆处设计上采用间隙密封,拆装恢复后间隙会加大,松开夹紧的油缸动作就是一个打油的过程,冷却油会从缝隙吸入,污染光栅尺等精度元件;
改进方法为:减少润滑脂,按上限的1/2添加润滑脂,避免高速旋转时产生高温使基础油渗出。在夹紧拉杆处添加三层密封圈密封,防止冷却油渗入,加装密封圈后的实物如图3。
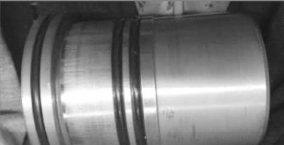
图3 加装密封圈
3.4电主轴维修注意事项
结合图纸确定拆卸安装方案,对电主轴精度检测进行备份,所有电、气、油、水管路接头及备件拆卸后注意密封,记录好拆卸安装顺序,在维修过程中要随时查看图纸,并结合实际和经验来进行操作,国外设备的电主轴自主维修便得心应手。
04 结语
经过维修和改进,设备运行稳定,半年内没有发生砂轮撞碎问题。此次自主维修节约了很大成本,积累了维修经验,使我们深刻体会到自主维修重要部件的必要性。之后制作了主轴精度测量点检作业要领书和电主轴轴承更换流程说明书,建立磨齿机主轴相关备件,保障同类故障发生时快速处理。本文的故障处理对同类设备具有普遍性,整个维修过程对同类设备维修具有很大的参考价值。
来源:《制造技术与机床》2019年第7期
(版权归原作者或机构所有)