

 15063570556
15063570556

轴承知识
浅谈回转支承的合理使用
2023-03-23邓俊梅 刘瑞明
(包头职业技术学院)
摘 要:回转支承是工程机械的关键部件,工作中承受着各种复杂的载荷,因而合理使用就是确保主机正常运转重要问题。
关键词:回转支承;工程机械;关键部件;固定螺栓;安装面
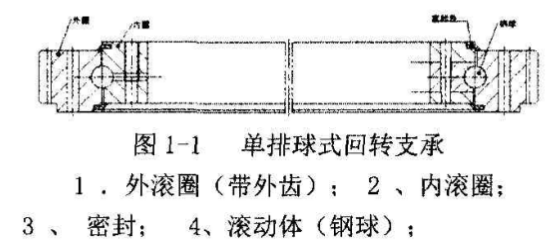
回转支承装置近乎特大型的滚动轴承。图1-1为单排球式回转支承的结构简图。按其结构型式可分为4点接触球轴承、双排角接触推力球轴承、交叉圆柱滚子轴承、交叉圆锥滚子轴承和3排圆柱滚子组合轴承等.回转支承可同时承受轴向力、径向力、倾翻力矩,多有安装孔和润滑及密封装置,能使主机设计结构紧凑,引导旋转方便,便于制造、安装与保养,因此近年来得到广泛应用
回转支承的应用范围很广,主要用于起重机械(汽车起重机、塔式起重机等)、工程机械(挖掘机、装载机等)、运输机械、材料加工机械、冶金机械、食品加工机械,以及军事装备(Tank、高炮、雷达、火箭发射台等)、医疗机械、科研设备等。如图1-1为Z简单的回转支承结构图:
回转支承和普通轴承一样,都有滚动体和带滚道的滚圈。但是,它与普通滚动轴承相比,又有很多差异,主要的有以下几点:
1.回转支承的尺寸都大,其直径通常在 0.4~10 米,有的竟达 40 米。
2.回转支承一般都要承受几个方面的负荷,不仅要承受轴向力、径向力,还要承受较大的倾翻力矩。因此,一套回转支承往往起几套普通滚动轴承的作用。
3.回转支承的运转速度很低,通常在 10 转 / 分以下。此外,在多数场合下,回转支承不作连续回转,而仅仅在一定角度内往返旋转,相当于所谓的“摆动轴承”。
4.在制造工艺、材料及热处理等方面,回转支承与滚动轴承有很大差别。
5.通常,回转支承上带有旋转驱动用的齿圈以及防尘用的密封装置。
6.回转支承的尺寸很大,不像普通轴承那样套在心轴上并装在轴承箱内,而是采用螺栓将其紧固在上、下支座上。
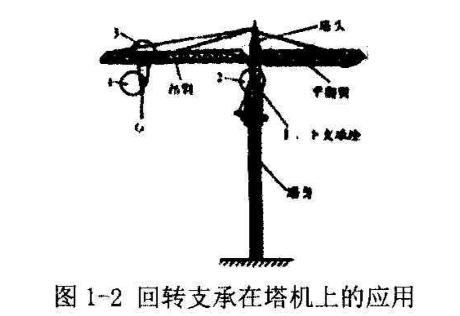
回转支承在塔机上的应用如图1-2:回转支承系统是由上支承座、回转支承和下支承座三部分组成。它下面连接塔身,上部支承塔头、吊臂等部件,可使塔式起重机(简称塔机)上部相对于塔身作360度自由回转,以完成各种起重作业要求,是塔机的重要结构系统。塔式起重机在早期使用过程中理,回转时常产生较大的金属撞击响声 ,用户普遍认为 ,回转时出现的这种响声来自于配套的回转支承心部的故障 ,担心塔机会出现事故。塔机制造企业产品售后服务人员对此问题提出的解决方法基本是更换回转支承 ,但工程量大 ,更换工作费用远高于回转支承本身的费用。
回转支承在挖掘机上的应用:图1-3反映了回转支承在履带式液压挖掘机上的应用情况,它将机器的上部和下部连接起来,用以支承上部的重量和工作负荷,并使上部能相对于下部旋转。

回转支承本身结构比较简单,零件少,性能计算理论一般采用普通轴承的通用公式,按理,使用中应该比较可靠。但是,国内使用中仍经常出现非正常失效,甚至重大事故。究其原因,除少部分是回转支承制造质量外,大部分都是主机应用时忽视了必要的技术条件的限制,其中Z重要的是安装支架的精度、刚度。
大型回转支承的典型故障形式与分类
1.疲劳剥落损伤;2.磨损类故障;3.结构变形;4.螺栓松动
为了能有效的传递载荷,Z有效的方式是采用螺栓和螺母连接,需要注意的是,焊接是不允许的。
螺栓推荐采用10.9级高抗拉螺栓,特殊情况可彩用8.8级或12.9级,螺母必须是相应螺栓的同等级别或更高级别,推荐螺母高度等于螺栓直径。如果使用垫圈,必须采用淬硬平垫圈(不能使用任何型号的弹簧垫圈),对垫圈要求其屈服强度不少于600Mpa,外径等于2倍螺栓直径,厚度不小于0.3倍螺栓直径。
随着设计和工艺水平的不断提高以及制造经验的积累,一些厂家的质量水平已经达到或接近先进水平。但是由于用户没有注意回转支承的合理使用,包括:运输、存放、安装和维护等细节,造成主机使用性能下降的现象也不容忽视。那么如何正确安装和维护回转支承?
1.运输、存放
回转支承在出厂前已涂防锈油,并用薄膜包裹,这种包装的防锈有效期?般3-6个月。其存储温度应该在20±10℃,且相对湿度不大于60%,超过有效期后,应及时保养。回转支承库存一年后应加注润滑脂,并检查其回转的灵活性。
回转支承出厂时一般固定在托盘上或包装箱中,有单件包装和成组包装两种形式。运输和存放应保持水平,不能碰撞和挤压,不能淋雨,存放处应平整。堆放的回转支承之间应有平整的隔离。
回转支承一般有吊装孔,可以旋入吊环螺栓安全起吊。
2.安装
首先打开回转支承包装,检查合格证和标牌,确认所用的回转支承型号正确。
A.安装平面
安装表面应光洁,要去除所有的多余物质如油漆残留、焊珠、毛刺等。清洗时注意不要让溶剂渗入回转支承内部,不能使用损害密封材料的溶剂。装配之前安装表面应干燥、无润滑剂。应采取保护工人和环境的措施。
安装支座的安装面粗糙度不大于Ra=12.5,6.3μm,安装面的平面度的误差须检测周向误差和径向误差。周向平面度公差值随回转支承滚道直径大小而有对应的标准值范围(具体参照有关标准,径向误差基于法兰实际宽度测量,径向平面公差值取周向公差值的一半)。
为了避免安装平面的不平度或支座变形造成回转支承局部过载,周向平面度误差在任何180度范围内只能有一次波浪起伏,而且变化平缓。
B.支座的刚度
标准回转支承与零间隙回转支承对支座的刚性有不同的要求。见下表:

回转支承的内外圈滚道都有一个软带,应放在主负荷平面的两侧。即与主负荷区错开90度。软带处有一个堵塞或打了“S”标记。
另外还要检查回转支承与安装面的吻合情况,通常采用塞尺检查,如果吻合不好,要用适当的材料填充。回转支承安装后禁止在支座上进行焊接作业。
D.坚固螺栓
1.安装螺栓的选择
应使用规定的(尺寸、数量、强度等级等)安装螺栓和垫圈。另注意:
1.1.不能使用全螺纹螺栓
1.2.不要使用旧的螺栓、螺母和垫圈
1.3.禁止使用开口的垫圈如弹性垫圈等
1.2.螺栓预紧力矩的选择
普通公制螺栓的预紧力建议取0.6-0.7倍螺栓屈服强度。建议大于M27的螺栓使用液压紧固装置,预紧力不要超过屈服强度的85%。
3.紧固螺栓
回转支承应在无负载条件下安装。注意:
3.1在螺栓的螺纹上抹一点油以保证磨擦阻力的均衡不要在螺栓防松件上用胶。
3.2预紧螺栓:应分三步交错预紧,三步的力分别是30%、80%、100%。
E.调整齿轮侧隙
安装有齿的回转支承时,正确地调整齿轮侧隙很重要。可在齿轮径向跳动Z高点处用塞尺测量调整,也可用压铅丝或其它适合方法。如果侧隙不在规定值以内,可移动小齿轮改变中心距。调定后把回转支承至少转一整圈以确认没有其他齿跳高点,在回转支承Z终固定后再检查一次侧隙假冒隙。齿轮径向跳动Z高点用绿漆标记在齿沟中。
F.首次润滑
1.滚道润滑
为确保润滑的充分,在初次使用前应再加注一次图纸或产品使用说明书规定的润滑脂。特别注意所有的油嘴一个一个地注入润滑脂,Z好边转动回转支承边注油,直到看见润滑脂从密封圈挤出为止。
2.齿轮润滑
在齿轮润滑时,齿面应清洁。建议用干净的刷子把润滑脂刷在齿轮上。
3.定期检查和维护
3.1.首次使用100个工作小时,检查一次螺栓预紧力矩。如果有10%以上的螺栓松动,第200个工作小时再检查一次。
3.2.以后每500个工作小时检查一次;恶劣工况要缩短检查间隔。
3.3.设备累计工作2000小时后,如果发现某个螺栓松动到规定力矩的80%以下,则该螺栓以及相邻的两个螺栓要换新的。如果发现20%的螺栓松动到规定力矩的80%以下,则全部螺栓要换新的。
3.4.设备累计工作14000小时后,全部螺栓都要换新的。
3.5.对回转速度较高或连续回转或工作频繁的设备,每100工作小时加一次油。在工况恶劣的情况下要进一步缩短加注润滑油脂的时间间隔。
(来源:中国机械)